广告
梅州等离子焊机直缝自动焊机





1/6
- ¥426851.00 1套
- ¥412896.00 2套
- ¥398651.00 ≥ 3套
- 2025-03-17 15:57:02
- 焊接
- 其它
- 等离子直缝自动焊机,自动焊机,筒体自动焊..
- 上海戈岚孚来实业有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
等离子焊机工艺被引入焊接工业,作为在较低电流范围内对电弧焊接工艺进行更好控制的方法。如今,等离子焊接保留了其为工业带来的原有优势通过提供水平的控制和和准确度,在微型应用中生产焊接并为高生产要求提供长电极寿命。 在直缝自动焊机焊炬中,钨电极位于铜喷嘴内,该铜喷嘴在处具有小开口。在焊炬电极和喷嘴端之间引发引导电弧。然后将该电弧转移到待焊接的金属上。通过迫使等离子气体和电弧通过收缩孔,火炬将高浓度的热量传递到一个小区域。采用焊接设备,等离子工艺可生产出质量的焊接。
在直缝自动焊机焊炬中,钨电极位于铜喷嘴内,该铜喷嘴在处具有小开口。在焊炬电极和喷嘴端之间引发引导电弧。然后将该电弧转移到待焊接的金属上。通过迫使等离子气体和电弧通过收缩孔,火炬将高浓度的热量传递到一个小区域。采用焊接设备,等离子工艺可生产出质量的焊接。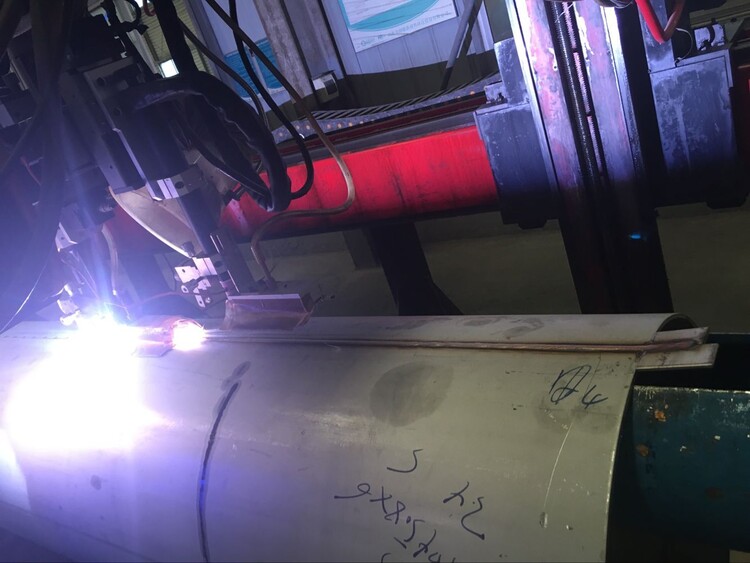 等离子直缝自动焊机具有70伏特或以上的下垂特性和开路电压的直流电源(发电机或整流器)适用于等离子弧焊。整流器通常优于直流发电机。使用氦作为惰性气体需要开路电压70伏。通过两个电源的串联操作可以获得更高的电压;或者可以在正常开路电压下用氩气引发电弧,然后可以接通氦气。
等离子直缝自动焊机具有70伏特或以上的下垂特性和开路电压的直流电源(发电机或整流器)适用于等离子弧焊。整流器通常优于直流发电机。使用氦作为惰性气体需要开路电压70伏。通过两个电源的串联操作可以获得更高的电压;或者可以在正常开路电压下用氩气引发电弧,然后可以接通氦气。
- 戈岚孚来
- 等离子直缝自动焊机,自动焊机,筒体自动焊..
- 等离子焊机
- 乔引娟
- 焊接
- 其它
- 交流
- 氩弧焊
- 机械设备维修
- 金属
- 脉冲
上海戈岚孚来实业有限公司为你提供的“梅州等离子焊机直缝自动焊机”详细介绍








