公司产品
Company Product-
镇江等离子焊机信誉
来源:上海戈岚孚来实业有限公司时间:2023-06-05 [举报]
等离子焊机工艺被引入焊接工业,作为在较低电流范围内对电弧焊接工艺进行更好控制的方法。如今,等离子焊接保留了其为工业带来的原有优势通过提供水平的控制和和准确度,在微型应用中生产焊接并为高生产要求提供长电极寿命。

等离子焊机的特点保护电极。弧形和均匀的热分布引起的电弧长度。电弧转移温和且一致。电弧稳定。焊接时的高频噪声小设备要求清单电弧能量密度达到Tig的3倍焊接时间短至.005秒通过喷嘴孔选择的圆弧直径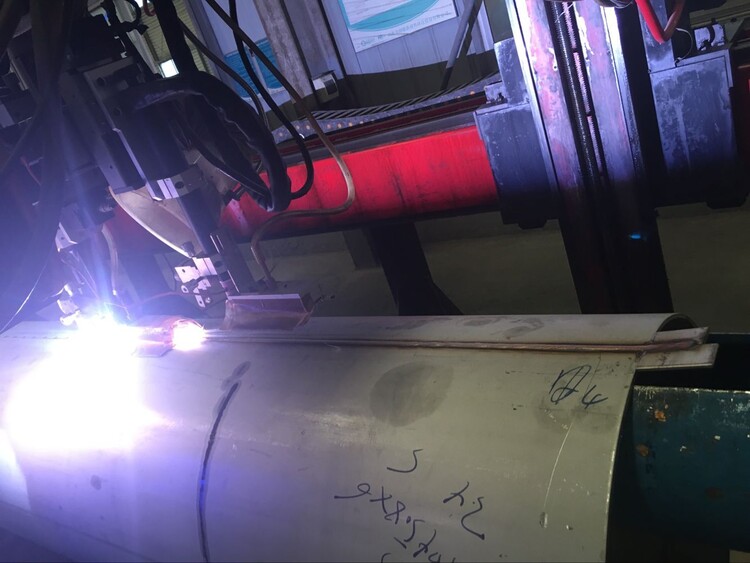
等离子焊机的弧焊的典型焊接参数如下:电流为50至350安培,电压为27至31伏,气体流速为2至40升/分钟(孔板气体的范围较小,外部保护气体的范围较大),直流电极负极(DCEN)通常用于等离子弧焊除铝的焊接外,其中水冷电极优选用于反极性焊接,即直流电极正极(DCEP)。
所有等离子焊机弧焊枪都是水冷式的,甚至是低电流范围的割炬。这是因为电弧包含在火炬的腔室内,在那里产生相当大的热量。如果水流短暂中断,喷嘴可能会熔化。等离子弧焊炬头在非转移期间,电弧将在喷嘴或端部与孔口和钨电极之间被撞击。手动等离子弧焊炬有各种尺寸,从100安培到300安培。还提供用于机器操作的自动割炬。
等离子焊机弧焊炬采用2%的钍钨电极,类似于用于气体钨焊的电极。由于钨电极位于割炬内部,因此几乎不可能用贱金属污染钨电极。送丝机。送丝机可用于机器或自动焊接,并且是恒速型。送丝机具有速度调节范围,从每分钟10英寸(每分钟254毫米)到每分钟125英寸(每分钟3.18米)的进给速度。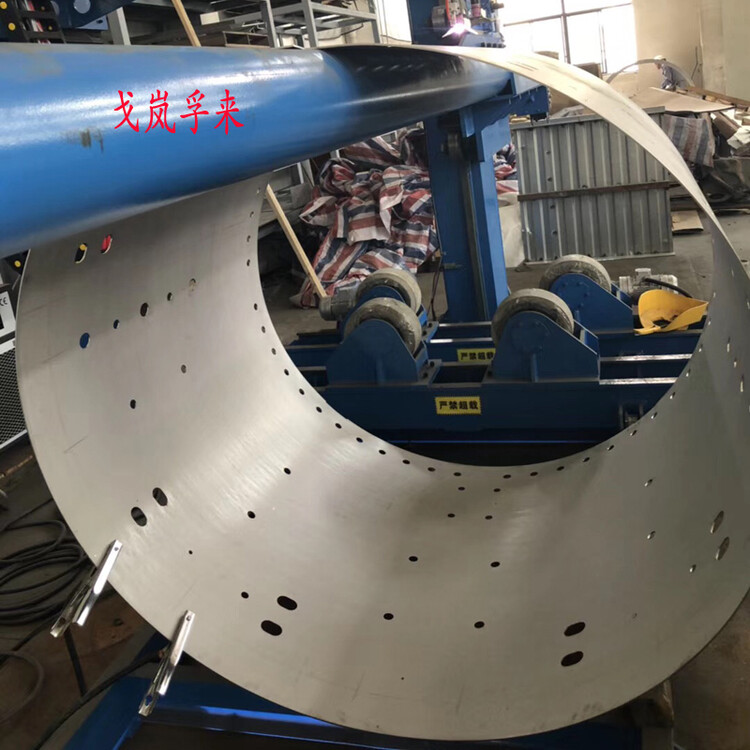
等离子焊机弧焊的一些主要用途是其用于制造管的应用。基于更快行程速度的更高生产率是由等离子过烧钨极电弧焊接产生的。采用不锈钢,钛和其他金属制成的管材采用等离子工艺生产,生产率以前的钨极电弧焊。标签:等离子焊机信誉,镇江等离子焊机,等离子焊机信誉,等离子焊机责任编辑:乔引娟
上一条: 下一条:南京钛合金管道自动焊机,管道自动焊接机