
- 新浪微博

- QQ空间

- 豆瓣网

- 百度新首页
取消




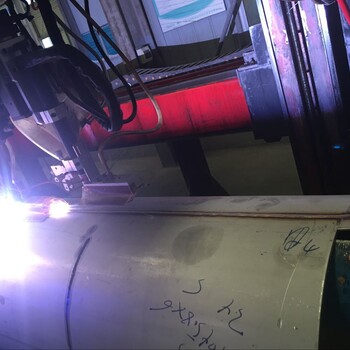
在等离子焊机焊炬中,钨电极位于铜喷嘴内,该铜喷嘴在处具有小开口。在焊炬电极和喷嘴端之间引发引导电弧。然后将该电弧转移到待焊接的金属上。通过迫使等离子气体和电弧通过收缩孔,火炬将高浓度的热量传递到一个小区域。采用焊接设备,等离子工艺可生产出质量的焊接。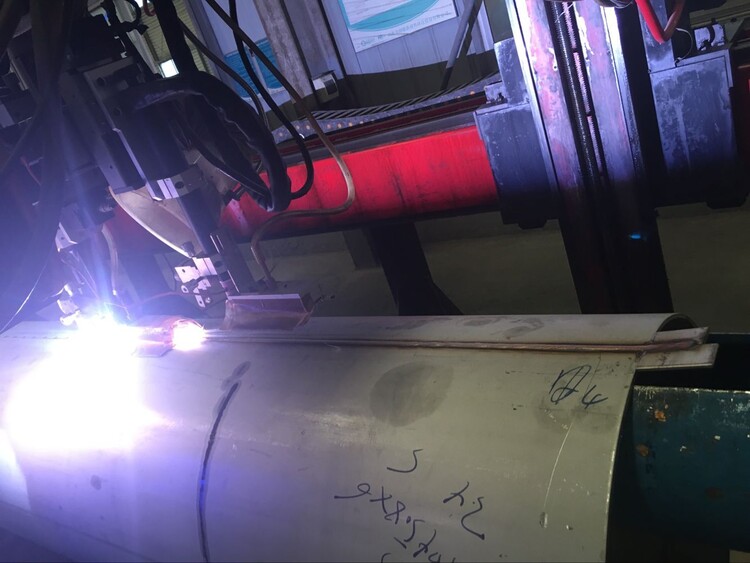
等离子焊机同样适用于手动和自动应用。它已被用于各种操作,从大量金属带材焊接到手术器械的精密焊接,到喷气发动机叶片的自动修复,到用于各类耐高压力的压力容器,如化工反应容器,换热器压力容器,储存压力容器等。
等离子焊机的特点保护电极。弧形和均匀的热分布引起的电弧长度。电弧转移温和且一致。电弧稳定。焊接时的高频噪声小设备要求清单电弧能量密度达到Tig的3倍焊接时间短至.005秒通过喷嘴孔选择的圆弧直径
等离子焊机的基本配置电源等离子控制台(有时外置,有时内置)水循环器(有时是外部的,有时是内置的)等离子焊枪喷嘴套件(钨针,陶瓷,夹头,电极安装量具)固定工装
等离子焊机具有70伏特或以上的下垂特性和开路电压的直流电源(发电机或整流器)适用于等离子弧焊。整流器通常优于直流发电机。使用氦作为惰性气体需要开路电压70伏。通过两个电源的串联操作可以获得更高的电压;或者可以在正常开路电压下用氩气引发电弧,然后可以接通氦气。
等离子焊机的弧焊的典型焊接参数如下:电流为50至350安培,电压为27至31伏,气体流速为2至40升/分钟(孔板气体的范围较小,外部保护气体的范围较大),直流电极负极(DCEN)通常用于等离子弧焊除铝的焊接外,其中水冷电极优选用于反极性焊接,即直流电极正极(DCEP)。
等离子焊机弧焊炬采用2%的钍钨电极,类似于用于气体钨焊的电极。由于钨电极位于割炬内部,因此几乎不可能用贱金属污染钨电极。送丝机。送丝机可用于机器或自动焊接,并且是恒速型。送丝机具有速度调节范围,从每分钟10英寸(每分钟254毫米)到每分钟125英寸(每分钟3.18米)的进给速度。
等离子焊机焊接电流可以是脉冲的,以获得脉冲为气体钨极电弧焊接提供的相同优点。高电流脉冲用于大穿透,但不是全时以允许金属凝固。这为不合适的工作提供了更容易控制的水坑。脉冲可以通过与用于气体钨极电弧焊的相同的装置完成。