广告
泰安肥城等离子焊机,直缝自动焊机






1/6
- ¥346851.00 ≥ 1套
- 2024-05-14 15:32:02
- 焊接
- 其它
- 等离子直缝自动焊机,自动焊机,直缝焊机,..
- 山东泰安
- 上海戈岚孚来实业有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
在泰安肥城有售的等离子焊机焊炬中,钨电位于铜喷嘴内,该铜喷嘴在端处具有小开口。在焊炬电极和喷嘴端之间引发引导电弧。然后将该电弧转移到待焊接的金属上。通过迫使等离子气体和电弧通过收缩孔,火炬将高浓度的热量传递到一个小区域。采用焊接设备,等离子工艺可生产出的焊接。 等离子直缝自动焊机所用到的等离子气体通常是氩气。割炬还使用二次气体,氩气,氩气/氢气或氦气,这有助于屏蔽熔融焊接熔池,从而大限度地减少焊接的氧化。
等离子直缝自动焊机所用到的等离子气体通常是氩气。割炬还使用二次气体,氩气,氩气/氢气或氦气,这有助于屏蔽熔融焊接熔池,从而大限度地减少焊接的氧化。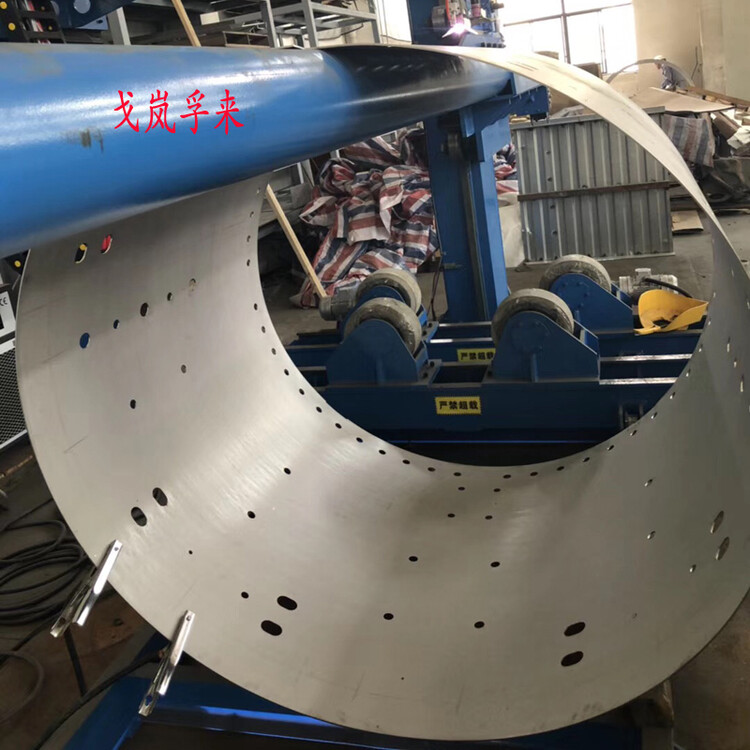 等离子焊机的基本配置电源等离子控制台(有时外置,有时内置)水循环器(有时是外部的,有时是内置的)等离子焊枪喷嘴套件(钨针,陶瓷,夹头,电极安装量具)固定工装
等离子焊机的基本配置电源等离子控制台(有时外置,有时内置)水循环器(有时是外部的,有时是内置的)等离子焊枪喷嘴套件(钨针,陶瓷,夹头,电极安装量具)固定工装 等离子焊机的弧焊的典型焊接参数如下:电流为50至350安培,电压为27至31伏,气体流速为2至40升/分钟(孔板气体的范围较小,外部保护气体的范围较大),直流电极负极(DCEN)通常用于等离子弧焊除铝的焊接外,其中水冷电极选用于反极性焊接,即直流电极正极(DCEP)。
等离子焊机的弧焊的典型焊接参数如下:电流为50至350安培,电压为27至31伏,气体流速为2至40升/分钟(孔板气体的范围较小,外部保护气体的范围较大),直流电极负极(DCEN)通常用于等离子弧焊除铝的焊接外,其中水冷电极选用于反极性焊接,即直流电极正极(DCEP)。 等离子焊机弧焊炬采用2%的钍钨电极,类似于用于气体钨焊的电极。由于钨电极位于割炬内部,因此几乎不可能用贱金属污染钨电极。送丝机。送丝机可用于机器或自动焊接,并且是恒速型。送丝机具有速度调节范围,从每分钟10英寸(每分钟254毫米)到每分钟125英寸(每分钟3.18米)的进给速度。
等离子焊机弧焊炬采用2%的钍钨电极,类似于用于气体钨焊的电极。由于钨电极位于割炬内部,因此几乎不可能用贱金属污染钨电极。送丝机。送丝机可用于机器或自动焊接,并且是恒速型。送丝机具有速度调节范围,从每分钟10英寸(每分钟254毫米)到每分钟125英寸(每分钟3.18米)的进给速度。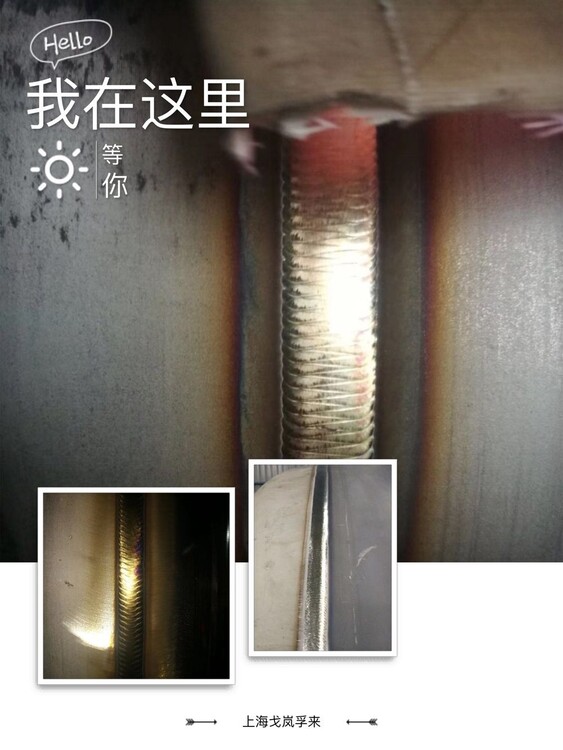 等离子直缝焊机弧焊的一些主要用途是其用于制造管的应用。基于更快行程速度的更高生产率是由等离子过烧钨极电弧焊接产生的。采用不锈钢,钛和其他金属制成的管材采用等离子工艺生产,生产率以前的钨极电弧焊。
等离子直缝焊机弧焊的一些主要用途是其用于制造管的应用。基于更快行程速度的更高生产率是由等离子过烧钨极电弧焊接产生的。采用不锈钢,钛和其他金属制成的管材采用等离子工艺生产,生产率以前的钨极电弧焊。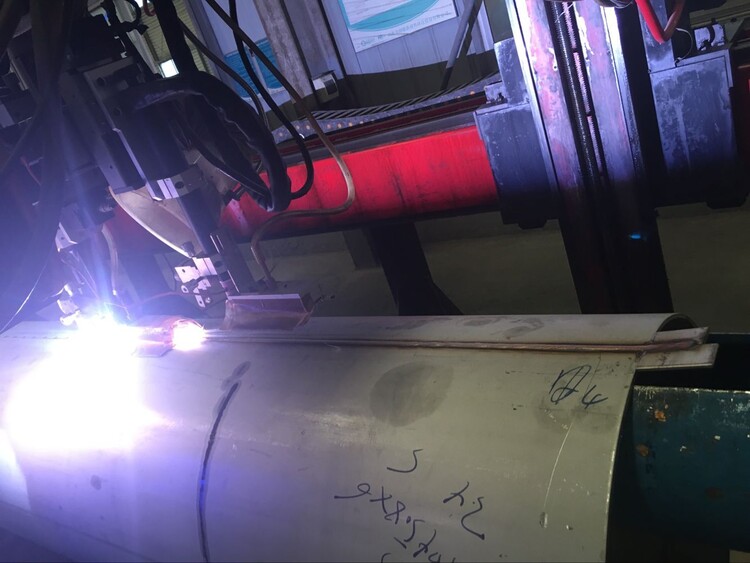
- 戈岚孚来
- 等离子直缝自动焊机,自动焊机,直缝焊机,..
- 等离子焊机
- 山东泰安
- 乔引娟
- 焊接
- 其它
- 交流
- 点焊
- 机械设备维修
- 金属
- 脉冲
上海戈岚孚来实业有限公司为你提供的“泰安肥城等离子焊机,直缝自动焊机”详细介绍
等离子焊机信息
-
 赤峰水色计质量可靠,海洋水色计面议
赤峰水色计质量可靠,海洋水色计面议 -
 上海奉贤等离子焊机经久耐用,罐体自动焊机¥ 357841
上海奉贤等离子焊机经久耐用,罐体自动焊机¥ 357841 -
 天津便携式抽滤器操作简单,可溶态重金属抽滤装置面议
天津便携式抽滤器操作简单,可溶态重金属抽滤装置面议 -
 武侯区戈岚孚来管道自动焊机¥ 35000
武侯区戈岚孚来管道自动焊机¥ 35000 -
 中山重型纸箱生产厂家面议
中山重型纸箱生产厂家面议 -
尚清源真空泵抽滤器,湘西便携式抽滤器安全可靠面议



